
T-プレス(e.max)
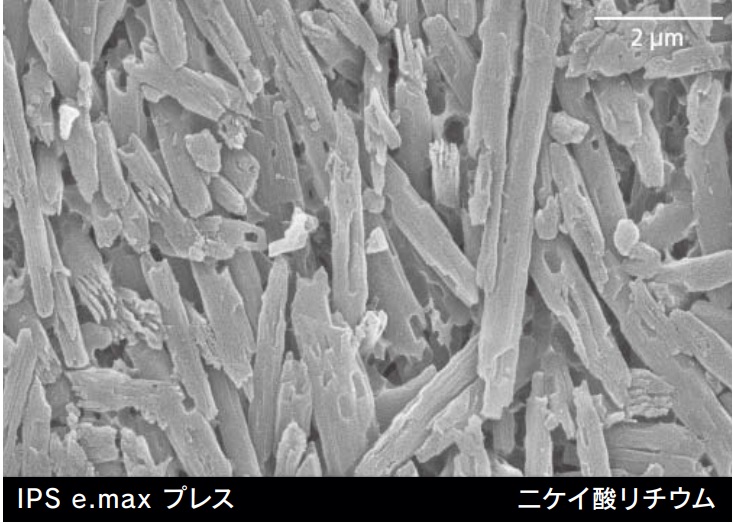
T-プレスはイボクラ社の「IPS e.max プレス」を使用した、プレスセラミックスです。
二ケイ酸リチウムイオンガラスを主成分とし、ほどよい強度と高い透明度が特徴です。

特徴
色調

ベースとなるインゴットの種類は透明度の違いによって5種類(HT,MT,LT,MO,HO)あり、さらに色相、彩度の違う、計48色があります。
これらを使い分けることにより様々な症例に対応することができます。
透過性
非常に高い光透過性がありますので、歯質の色を拾わなければならないインレーや、少ない歯牙削除量で透明感を出さなければならないラミネートベニアに最適な補綴物です。
HT インゴット(高透明度)
HT (ハイトランスルーセンシー) インゴットは、高い透明度により、ステイニングテクニックを使用したプレスに適しており、2 つのサイズに 20 種類の A-D およびブリーチシェードがあります。
高い透明度により、特に小さな修復物(インレー、アンレー)の製作に適しています。HT修復物は天然歯に対しカメレオン効果を発揮し、周辺の歯質と高く調和します。

MT インゴット(中透明度)
MT (ミディアムトランスルーセンシー) インゴットは、HT と LT の中間程度の透明度を持っています。ステイニングにより、HT より明度が高く、LT より透明度が高い修復物を製作できます。
中間の透明度で幅広い適応範囲しており、シンベニア、ベニア、テーブルトップ(咬合面のベニア)、パーシャルクラウン、クラウンの製作に適しています。

LT インゴット(低透明度)
LT (ロートランスルーセンシー) インゴットは、ステイニングおよびカットバック用で、2 つのサイズに 20 種類の A-D およびブリーチシェードがあります。
インゴットは色相に合わせてシェード付けされていますので、ステイニングやベニアリングを最少限に抑えることができます。

MO インゴット(低不透明度)
MO (ミディアムオペーシティ)インゴットはレイヤリングテクニック用で、2 つのサイズに 5 種類のシェードがあります。
シェード MO 0から MO 4までが、生活歯または若干変色した支台歯上のフレーム製作に適し、天然歯に近似した修復物を製作するためのベースとしても適しています。インゴットは、特定の範囲のシェードに合わせて色付けがされています。シェードの濃度が高くなると、インゴットの蛍光性は減少します。
HO インゴット(高不透明度)
IPS e.max プレス HO (ハイオペーシティ) インゴットはレイヤリングテクニック用で、2 つのサイズに 3 種類のシェードがあります。
シェードは 3 種類で、高度な不透明性のため失活歯または重度に変色した支台歯のフレーム製作に適しており、メタルコアを一部カバーする場合にも役立ちます。高い不透明性で下部構造をマスキングし、非常に濃い支台歯などで色調再現が困難なケースでも、生活歯のような修復物製作を可能とします。
インパルスインゴット(ロートランスルーセンシー)
インパルスインゴット(ロートランスルーセンシー)は、インゴット自体が天然歯のような輝きを表現し、歯牙のシェード調整を容易にするため、天然歯列の中に自然に調和します。V1~V3にかけて明度(が増加します。
高い審美性が必要となるシンベニア(0.3mm)やプレパレーションを行わない純粋なエナメル補綴の修復に最適です。

強度
T-プレスで使用しているイボクラ社製「e.max press」のインゴットは、曲げ強度470MPaのニケイ酸リチウムガラスでできています。ステイニング法(陶材を築盛しない)では、この強度をフルに活かすことが出来ます。
| 熱膨張係数 CTE(100 〜 400℃)[10-6/K] | 10.2 |
| 熱膨張係数 CTE(100 〜 500℃)[10-6/K] | 10.5 |
| 曲げ強度(2軸)[MPa]* | 400 |
| 破壊靭性 [MPa m0.5] 2.75 | 2.75 |
| 弾性係数 [GPa] | 95 |
| ビッカース硬度 [MPa] | 5800 |
| 溶解性 [μg/cm2]* | 40 |
| プレス温度 [℃ ] | 915 〜 920 |
※ 現在の曲げ強度は 470MPa
天然歯に近い摩耗耐性
T-プレスは高い曲げ強度を有しているにもかかわらず摩耗耐性は天然歯よりも低いため、天然歯よりも先に摩耗します。天然歯への負担が少ない優しい素材といえます。
天然歯が摩耗する原因は補綴物の摩耗耐性だけではありません
詳しくはこちら
平均残存率 96.2%
IPS e.max プレスは、長期間における様々な研究によって数値化された臨床データがあります。
K.A.マラメント(タフツ大学)は、10 年間で5,113 症例を観察し、96%以上の残存率を報告しています。

補綴物のご依頼・ご相談はこちらから
プレパレーション
支台歯形成
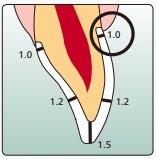
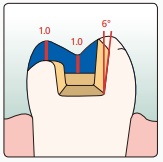
前歯クラウン
- 最低限の厚みを守り、解剖学的形態を考慮します。
- マージンは内縁に丸みを持たせたショルダーまたはディープシャンファーにし、最低 1.0 mmの厚みを持たせます。
- 咬合面には最低1.0mmの厚みを持たせます。
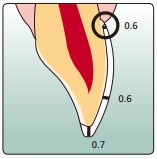
ベニア
- 形成はできる限りエナメル質にとどめます。
- 切縁にかかるマージン部は安静時、または咬合時に干渉しない箇所に設けます。
- 歯頸部および唇側面には最低0.6 mm、切縁部は最低 0.7 mmの厚みを持たせます。
シンベニア
- 形成はできる限りエナメル質にとどめます。
- 切縁にかかるマージン部は安静時、または咬合時に干渉しない箇所に設けます。
- 歯頸部および唇側面には最低0.4 mm、切縁部には最低 0.5 mmの厚みを持たせます。
- 十分なスペースがある場合、支台歯形成する必要はありません。

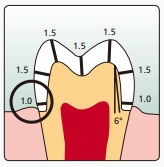
臼歯クラウン
- 最低限の厚みを守り、解剖学的形態を考慮して均一に削除します。
- マージンは内縁に丸みを持たせたショルダーまたはディープシャンファーにし、最低1 .0mmの厚みを持たせます。
- 咬合面、唇側および舌側は最低1 .5mmの厚みを持たせます。
- 従来型またはセルフアドヒーシブの接着を行う場合、保持のために、十分な支台歯の高さを確保してください。
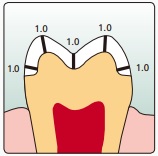
テーブルトップ
- 最低限の厚みを守り、解剖学的形態を考慮します。
- マージンは内縁に丸みを持たせたショルダーまたはディープシャンファーにし、最低 1.0 mmの厚みを持たせます。
- 咬合面には最低1.0mmの厚みを持たせます。
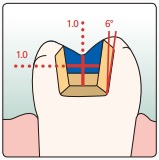
インレー
- 安静時、または咬合時の対合歯とのコンタクトを十分考慮します。
- マージン部は咬合接触部を避けてください。
- 裂溝部の深さ、および幅はそれぞれ1 .0mm以上設けます。
- インレー辺縁の隅角部の角度は100°~120°に設定します。ショルダーによる十分な支持が得られない場合、マージン辺縁にコンタクト部を設定しないでください。
- セラミックス材に応力が集中しないよう内面の隅角は丸く処理します。
- スライスカット、ベベルやフェザーエッジにしないでください。
アンレー
- 安静時、または咬合時の対合歯とのコンタクトを十分考慮します。
- マージンは咬合接触部を避けてください。
- 裂溝部の深さ、および幅はそれぞれ1 .0mm以上設けます。
- オンレー辺縁の隅角部の角度は100°~120°に設定します。ショルダーによる十分な支持が得られない場合、マージン辺縁にコンタクト部を設定しないでください。
- セラミックス材に応力が集中しないよう内面の隅角は丸く処理します。
- スライスカット、ベベルやフェザーエッジにしないでください。
- 咬合面には最低1.0mmの厚みを持たせます。
症例紹介
写真





補綴物詳細
| 補綴物名 | T-プレス |
| 分類 | ガラスセラミックス |
| 曲げ強度 | 500MPa ★★★★☆☆ |
| 審美性 | ★★★★☆☆ |
| 透過率 | |
| 生体親和性 | 良 |
| 最大連結数 | 単冠のみ |
| 最大連結ポンティック数 | ー |
| 最大連結延長ポンティック数 | ー |
| IOS(デジタル印象) | 対応 |
| 保証期間 | 2年間 |
